In the design and implementation of fire extinguishing systems, water pressure and flow rate play a decisive role in the proper functioning of the system. One of the key components for providing the required pressure in fire extinguishing systems is the fire pump booster. This equipment is responsible for providing a constant and appropriate pressure for the operation of fire extinguishing equipment such as sprinklers, hoses or hydrants.
What is a fire pump booster?
A fire booster pump is a pumping system designed to provide the necessary pressure and flow rate for water in fire extinguishing systems. This system is especially used in places where the city water pressure is not sufficient to meet the needs of the fire extinguishing system.
Under normal conditions, the water pressure may be suitable for normal consumption, but in cases of fire when a large volume of water with sufficient pressure is required, the fire pump booster comes into action to compensate for this need instantly and sustainably.
A fire pump booster is a set of one or more pumps designed to automatically or semi-automatically increase or stabilize the water pressure in a fire extinguishing system. These systems are especially used in high-rise buildings, factories, commercial and industrial centers; where the pressure of the municipal water supply network is not sufficient to fight a fire.
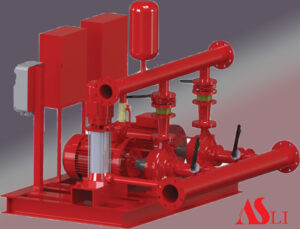
Main components of a fire pump booster
- Head pump: It is responsible for providing the main pressure at the time of the incident.
- Jockey pump: It is a low-capacity pump that compensates for minor pressure drops and prevents the main pump from turning on repeatedly.
- Standby pump: It automatically enters the circuit in the event of a failure of the main pump.
- Control panel: To control the automatic and manual operation of the pumps.
- Sensors, pressure gauges and valves: To accurately control the operation of the system.
How a fire pump booster works
When a fire extinguishing system (such as a sprinkler or hydrant) is activated and a pressure drop occurs in the system:
- First, the jockey pump enters the circuit to compensate for this drop.
- If sufficient pressure is not provided, the main pump starts working.
- After reaching the desired pressure or meeting the need, the system automatically shuts down.
Applications of fire pump boosters
The applications of fire pump boosters are very extensive and vital, especially in spaces where the safety and rapid operation of the fire extinguishing system are of great importance. Below, I will mention the most important applications of this system:
- High-rise buildings and towers: In multi-story buildings, the city water pressure is not enough to reach the higher floors. The booster pump is responsible for providing the necessary pressure for sprinklers and fire hoses on the upper floors.
- Large commercial, office and residential complexes: In large projects, simultaneous water consumption at several points may cause pressure drops. Booster pumps help maintain uniform water pressure at all points in the system.
- Factories and industrial facilities: In industries, there is usually a large area to cover with the extinguishing system and some processes are associated with a high fire risk. Booster pumps ensure that water is available at all points with sufficient pressure.
- Warehouses and distribution centers: Warehouses that store flammable goods require a fast and effective extinguishing system. Booster pumps ensure the operation of sprinklers or hose systems throughout the entire warehouse space.
- Hospitals and medical centers: Due to the presence of patients and vital equipment, the fire extinguishing system must be fast and completely reliable. Booster pumps play a key role in maintaining safety in these centers.
- Airports and train stations: These places with high human traffic and critical equipment require complete stability in fire extinguishing systems. The booster pump maintains the system pressure for fast and effective operation.
- Refineries, power plants and oil and gas industries: Due to the presence of flammable materials and sensitive conditions, fire extinguishing systems must be powerful and automatic. Booster pumps in these industries are usually used with a robust and multi-stage design.
- Data Centers: In these centers, every second of downtime can cause millions of dollars in damage. Booster pumps help ensure the reliable operation of extinguishing systems (usually in conjunction with gas or FM200 systems).
How to calculate and select a fire fighting booster pump
In the design of a fire fighting booster pump, the criteria are more stringent and must be designed according to standards such as NFPA 20 and UL.
1. Flow Rate Calculation
Based on the type of extinguishing system and the number of nozzles or sprinklers:
The minimum flow rate for a sprinkler system is usually 5 to 20 liters per minute per active nozzle.
For hydrants, it is at least 250 to 500 liters per minute per outlet.
2. The Total Head Calculation
Includes the following:
- Vertical height from the bottom of the pump to the highest consumer (for example, the fifth ceiling)
- The final pressure required at the outlet nozzle (usually between 2.5 and 4 bar)
- Friction loss in pipes and fittings
Periodic maintenance and testing
Periodic maintenance and testing of the fire pump booster is one of the most important safety requirements in buildings, industries and sensitive facilities. These systems are only activated in emergency situations, so ensuring full readiness at any moment is vital. Next, we will fully review the maintenance requirements and periodic testing method for fire pump boosters.
- Monthly Performance Tests (Manual Test)
- Periodic Inspections of Electrical Panels and Connections
- Check for Leaks, Abnormal Noises, and System Pressure
Online Selection Guide for Fire Pump Booster
When choosing a fire pump booster, accuracy means saving lives and money. With our online selection guide, in just a few simple steps, you can find a pump that is accurate, fast, and manufactured according to the actual needs of your project.
As the beating heart of firefighting systems, the fire pump booster plays a vital role in maintaining the safety of life and property. Accurate selection, principled design, and regular maintenance of this system will guarantee timely operation in emergencies.
Mana Sanat Paydar Company is the first manufacturer of fire booster pump and is also a member of the vendor list of the Kashan and Tehran Fire Departments. The types of booster pumps produced by Mana Sanat Company engineers are produced according to the world’s current standards and international NFPA, UL, and FM certificates and are marketed after reviewing and passing the final laboratory tests conducted by the company’s quality control unit.